 Главная
Главная
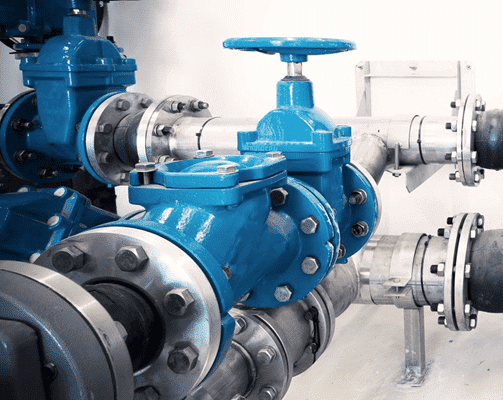
Задвижки считаются одним из самых востребованных видов трубопроводной арматуры. Их отличительной особенностью считается запирающий орган. Одной из разновидностей этой трубопроводной арматуры являются клиновые задвижки. Они были изобретены еще в середине XIX века в Германии. Свое название такие задвижки получили благодаря внешнему виду запирающего элемента. Он имеет форму клина. Кроме запирающего органа в конструкции клиновой задвижки есть 2 неподвижных седла.
Плюсы и минусы клиновых задвижек
Эта разновидность задвижек востребована за счет:
• простого устройства;
• возможности эксплуатации в любых условиях;
• минимального гидравлического сопротивления;
• компактности.
Еще одно преимущество касается именно чугунных задвижек. Они отличаются длительным сроком службы. Задвижки чугунные клиновые долговечны за счет устойчивости к преждевременному износу. Такие механизмы способны оставаться в работоспособном состоянии в течении как минимум 50 лет. Их фактический срок службы во многом зависит от условий эксплуатации, химического состава транспортируемой рабочей среды и регулярности обслуживания.
Если говорить о недостатках задвижек этого типа, то стоит отметить, что на их отвинчивание или завинчивание уйдет немало времени. К минусам относится и недостаточная износостойкость уплотнителей, используемых в этой трубопроводной арматуре.
Как производят клиновые чугунные задвижки
Для производства этой трубопроводной арматуры используются технологии сварки или литья. При использовании технологии сварки производственный процесс выглядит следующим образом:
• Проверка сырья на наличие дефектов и коррозийных участков. При выявлении проблемных мест нужно позаботиться об удалении окалины, загрязнений и прочих посторонних элементов.
• Укладывание сырья на конвейер.
• Штамповка заготовок посредством станочного оборудования. В результате деформации деталей будет происходить формирование элементов задвижек с требуемыми параметрами.
• Сварка различных элементов. После завершения данного процесса нужно позаботиться о том, чтобы тщательно обработать все швы и проверить надежность соединений.
Изготовление клиновых задвижек технологией литья не позволяет получить столь же прочные детали. Это обусловлено тем, для создания штампосварных клиновых задвижек используются более прочные заготовки.
Как выбрать клиновые задвижки
Чтобы не ошибиться с выбором этой трубопроводной арматуры, нужно учесть 3 ключевых фактора. Во-первых, важна величина условного прохода. Она должна соответствовать внутреннему диаметру трубопроводной арматуры. Во-вторых, следует обращать внимание на предельно допустимое давление. От этой характеристики будет зависеть выбор материала изготовления задвижки.
В-третьих, нужно учитывать ремонтопригодность данных устройств. Чтобы сократить затраты на эксплуатацию и ремонт, рекомендуется выбирать разборные задвижки, позволяющие при необходимости выполнять замену отдельных внутренних узлов.